Fried Kunststofftechnik – Die Vorteile auf einen Blick
Entwicklung und Fertigung technischer Präzisionsteile und Baugruppen aus Kunststoff
Werkzeugdesign und Herstellung
Von der Produktidee bis zur Serienreife
Kleine bis große Stückzahlen
Unterschiedliche technische Verfahren zur Auswahl
Design, Stabilität und Oberflächengüte
Umweltfreundlicher Einsatz von recyceltem Kunststoff und Mahlgut
Prototypenbau und Kleinserien
Wir können Prototypen und Kleinserien seriennah gestalten und produzieren. Mit vielfältigen Materialien, in hoher Oberflächengüte, mit unterschiedlichen Verfahren.
Die Vorteile auf einen Blick
Kurze Fertigungsdauer
Hohe Oberflächengüte
Vielfältige Materialien
Eigene Fertigung und Zusammenarbeit mit spezialisierten Partnern
Große Bauteile bis 4 qm
Inhouse-Oberflächenbehandlung und Veredlung/Lackierung
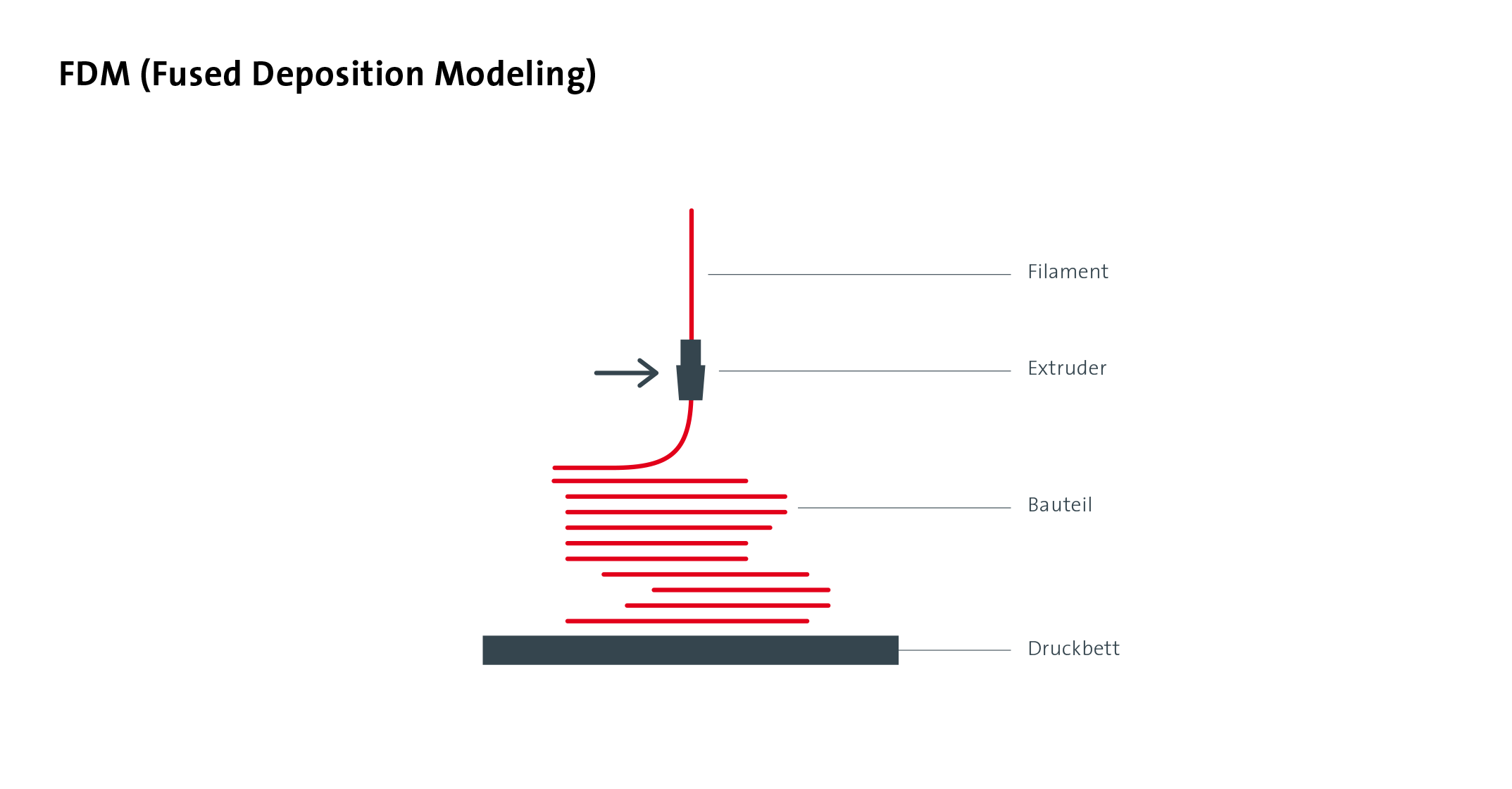
Fused Deposition Modeling (FDM)
Zur Herstellung wirtschaftlicher Prototypen ist das Fused Deposition Modeling (FDM) oder Fused Filament Fabrication (FFF) besonders geeignet. Es werden unter anderem die Materialien PC, PLA, ABS, PVC, TPU und Ultem verwendet. Sie werden in Filamentform dem Extruder zugeführt und aufgeschmolzen. Durch die Verschiebung auf den Linearachsen entsteht ein dreidimensionales Bauteil.
Materialien
PC, PLA, ABS, PVC, TPU, PETG, PA6, PVA und mehr
Vorteile
Großes Bauteilvolumen
Kurze Fertigungsdauer
Vielfältige Materialien
Sehr gute Mechanische Eigenschaften der Bauteile
Wirtschaftlichkeit
Referenzen
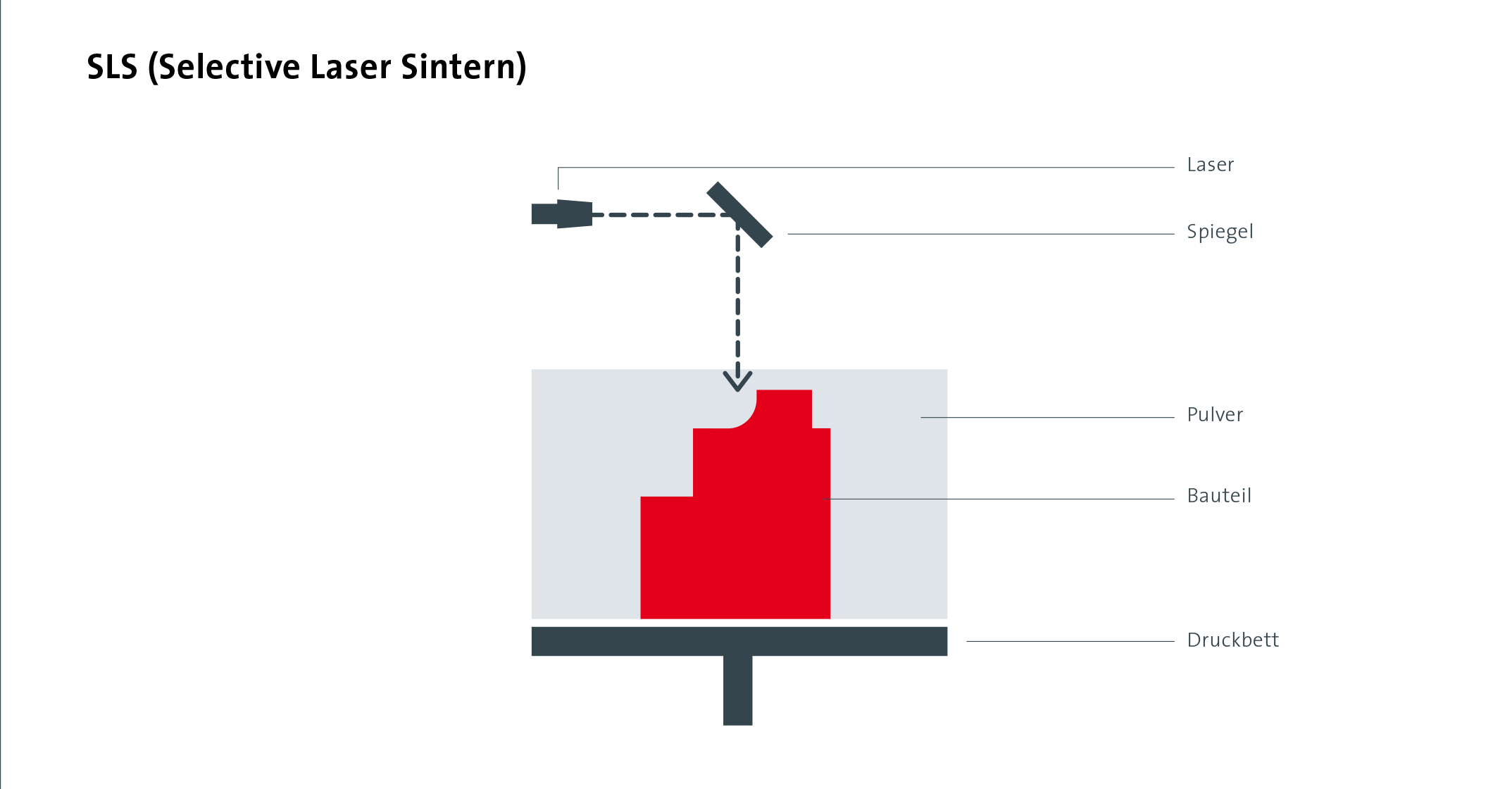
Selective Laser Sintern (SLS)
Das Rapid Prototyping-Verfahren eignet sich, um wirtschaftliche Bauteile mit hoher Oberflächenqualität herzustellen. Das mit pulverförmigem Material gefüllte Bauvolumen wird durch einen Laser punktuell aufgeschmolzen. Nach einem Abkühlvorgang ist das Modell fertig.
Materialien
PA-12, PA-11, PA-GF, TPU, PA-FR und mehr
Vorteile
Kurze Fertigungsdauer
Hohe Oberflächengüte
Kein Stützmaterial notwendig
Vielfältige Materialien
Referenzen
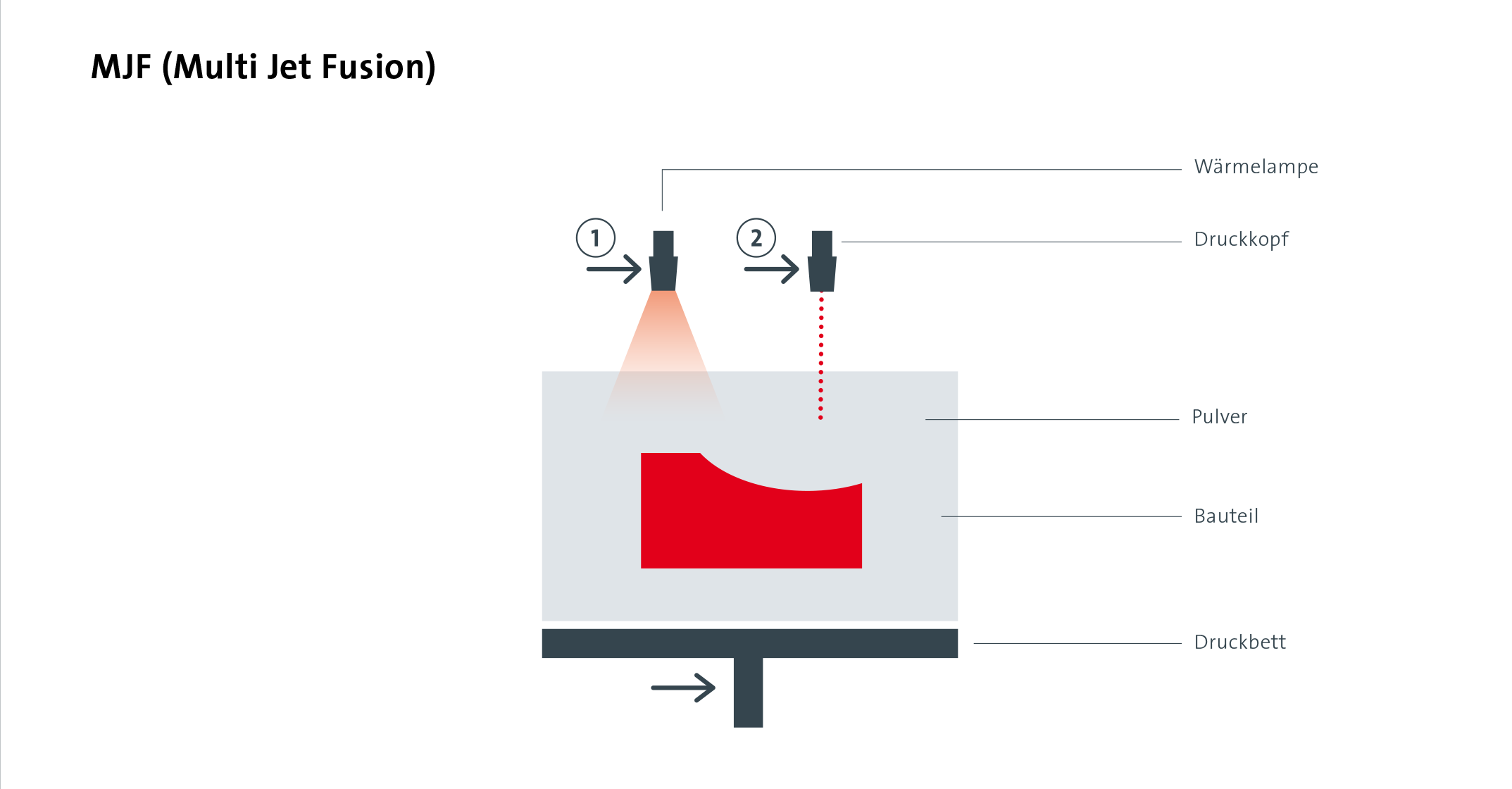
Multi Jet Fusion (MJF)
Bei diesem Rapid Prototyping Verfahren wird das pulverförmige Material in einem Bauvolumen annährend bis zur Schmelzgrenze erhitzt. Da, wo ein Bauteil entstehen soll, wird dunkle Tinte in feinsten Tropfen aufgebracht. Aufgrund des Aufheizprozesses wird Wärme absorbiert. Das Material verschmilzt mit der Tinte. Der Vorgang wiederholt sich Schicht für Schicht – bis das Bauteil fertig ist.
Materialien
PA-12
Vorteile
Kurze Fertigungsdauer
Hohe Oberflächengüte
Hohe Flexibilität der Bauteile
Kein Stützmaterial notwendig
Referenzen
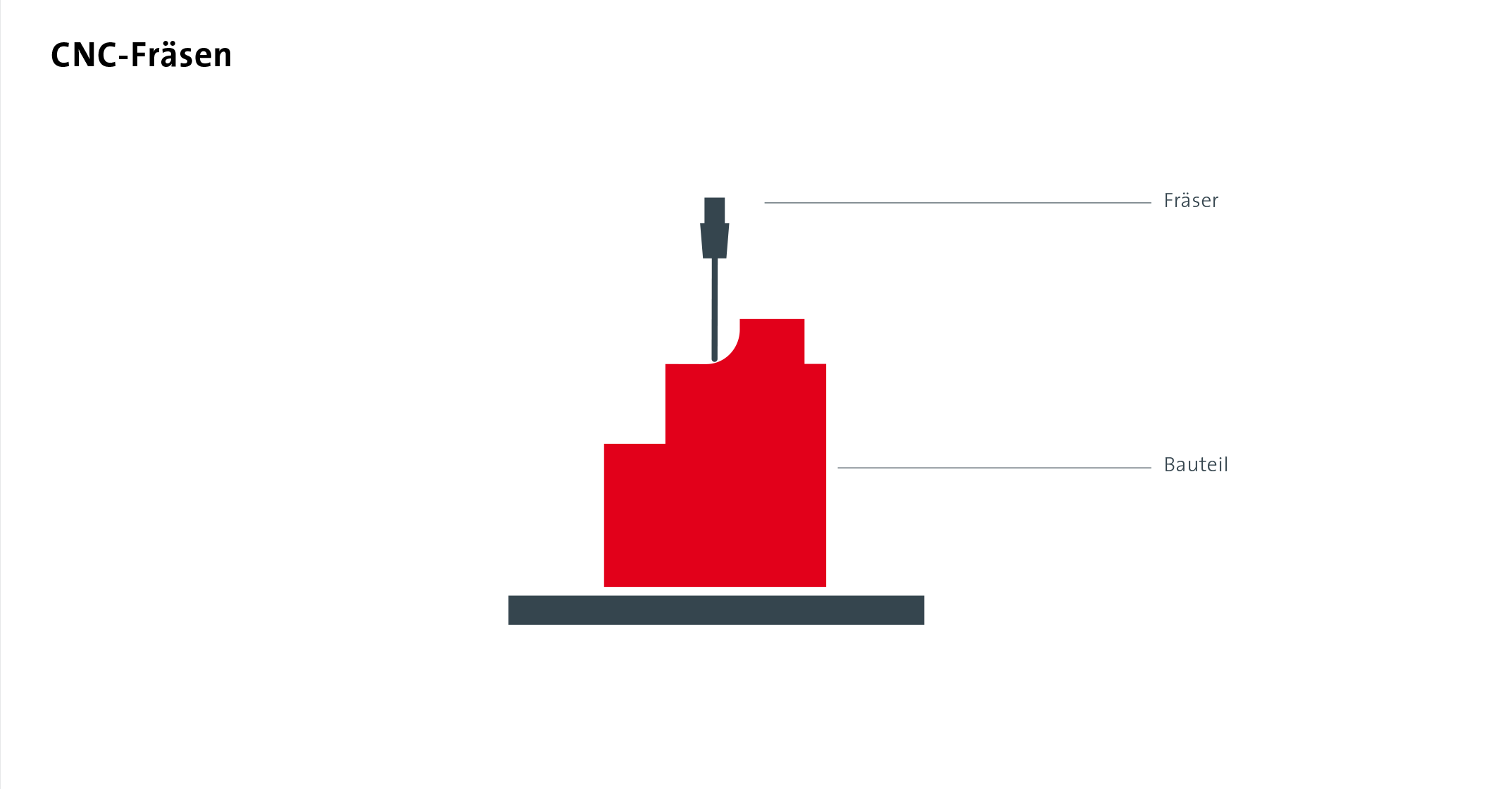
CNC-Fräsen
Hier wird das Bauteil vollautomatisch aus dem Vollmaterial gefräst. Durch die hohe Maschinenpräzision wird eine hohe Maßtreue erreicht. Materialien aus dem späteren Serienprozess lassen sich zur Fertigung großer Bauteile mit hoher Oberflächenqualität verwenden.
Materialien
Seriennahe Werkstoffe
Vorteile
Einsatz seriennaher Werkstoffe möglich
Hohe Maßtreue
Geeignet für sehr große Bauteile
Gute Materialeigenschaften
Hohe Oberflächengüte
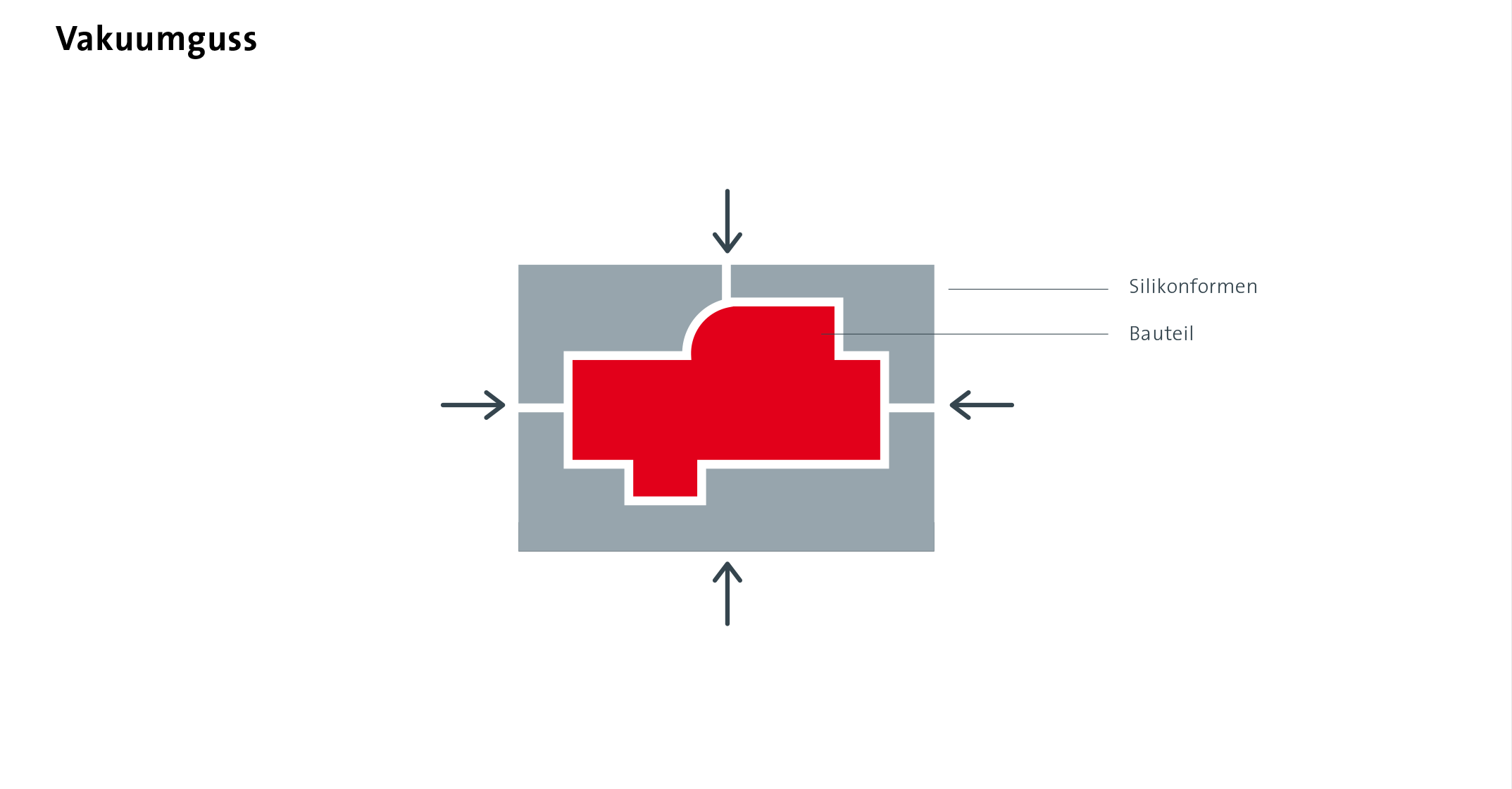
Vakuumgießen
Durch Umfüllen eines Urmodells mit Silikon entsteht eine Silikonform. Durch Auftrennung wird das Urmodell entfernt. Fügt man das Silikon wieder zusammen, kann Harz eingefüllt werden. Es härtet zum fertigen Bauteil aus. Die Silikonform lässt sich mehrfach verwenden.
Die Konstruktion, der Bau und das Handling großer Spritzgussformen ist unsere Spezialität. Egal, wie komplex die Formen auch sind, wir konstruieren das passende Werkzeug dazu, von unseren weltweiten Werkzeugpartnern zu besten Bedingungen realisiert und optimiert. So, dass es deutschen Qualitätsstandards entspricht. Nach jedem Produktionszyklus wird die Form begutachtet, gewartet und fachgerecht eingelagert.
Die Vorteile auf einen Blick
Herstellung von kleinen bis zu großen Stückzahlen
Kleine und große Bauteile bis 4 qm
Auswahl mehrerer technischer Verfahren
Design, Stabilität und Oberflächengüte
Zuhaltekräfte bis 32.000 kN im Spritzguss
Umweltfreundlicher Einsatz von recyceltem Kunststoff und Mahlgut
Spritzgusswerkzeuge und Handling bis 60 Tonnen Gewicht
Entwicklung und Konstruktion nach deutschen Qualitätsstandards
Verarbeitung aller gängigen Thermoplaste sowie kundenspezifische Materialentwicklung
Know-how und Quality Engineering in Prozess- und Werkzeugentwicklung
Werkzeugdesign
Nur wenige Unternehmen beherrschen die Konstruktion, den Bau und das Handling großer Spritzgussformen wie Fried. Wir entwickeln Werkzeuge für komplexe Produktgeometrien. Die Entwicklung der Werkzeugkavität geht Hand in Hand mit der Bauteilentwicklung. Mithilfe einer Formfüllsimulation lässt sich der perfekte Einspritzvorgang gestalten. Die Anspritzpunkte und Heißkanäle sowie die Schieber und Schiebertrennungen werden optimal ausgelegt. Auch an eine bauteiloptimierte Werkzeugkühlung wird gedacht. Die Auslegung der Bauteiloberflächen reicht von spiegelglanzpoliert bis strukturgeätzt. Eine lebensdauergerechte Werkzeugauslegung und Stahlauswahl komplettieren das Design.
Werkzeugherstellung und Beschaffung
Fried steht für innovatives Engineering und eine einzigartige Bauteilfunktion. Zur Wahrung unserer hohen Qualitätsstandards erfolgt unsere weltweite Werkzeugbeschaffung nach eigener Spezifikation. In langjähriger Zusammenarbeit mit ausgewählten, internationalen Lieferanten. Wir stellen sicher, dass die Formen nach deutschen Qualitätsmaßstäben bei unseren Werkzeugpartnern zu besten Konditionen realisiert und optimiert werden.
Werkzeugwartung und Werkzeugänderungen
Wir entwickeln nicht nur unsere Werkzeuge bis zu einem Handling von 60 Tonnen selbst, wir warten sie auch vor Ort und lagern sie fachgerecht ein. Auch Werkzeugänderungen nehmen wir selbst vor. Das verkürzt die Reaktionszeiten und macht uns besonders schnell und flexibel.
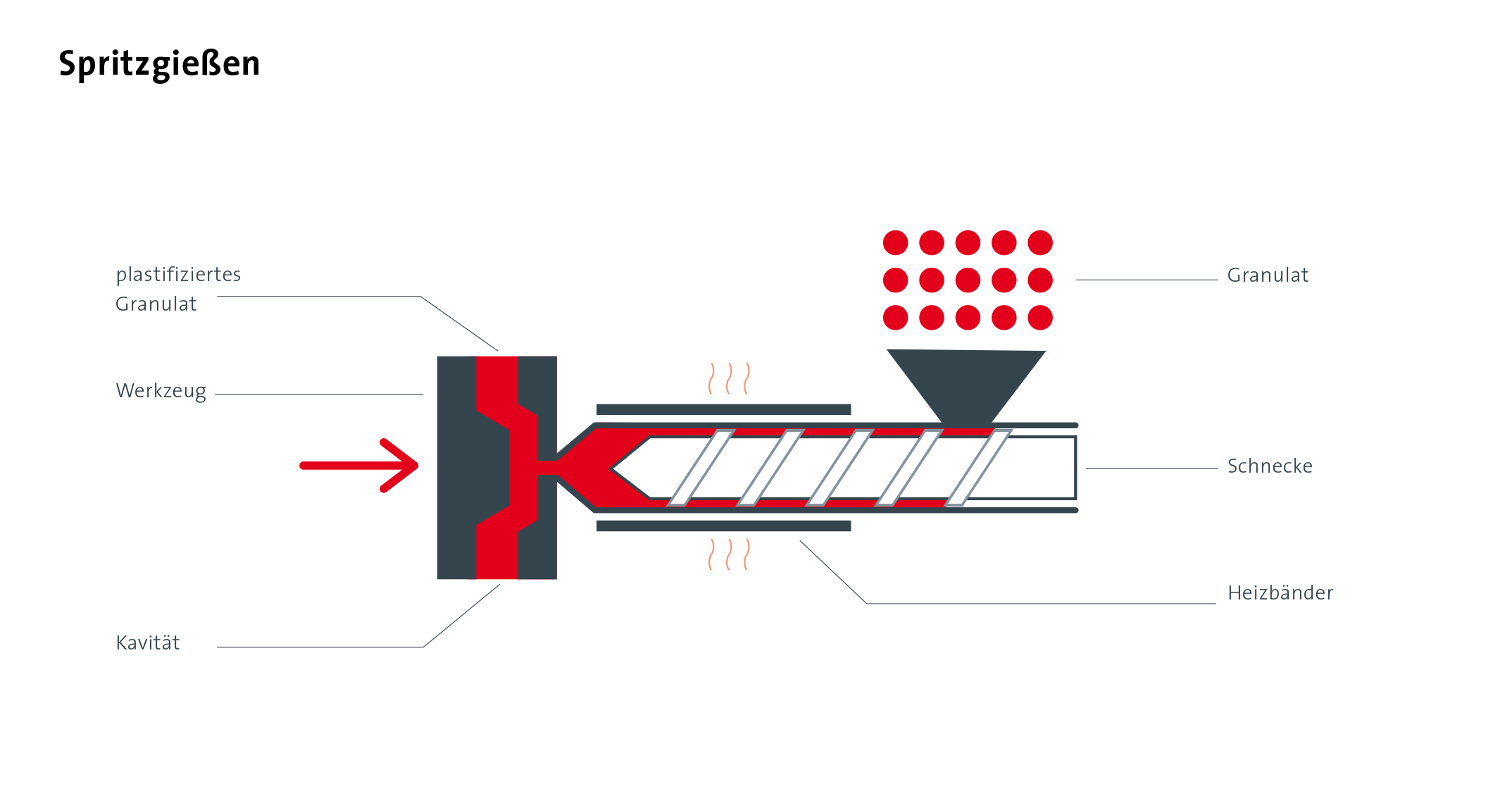
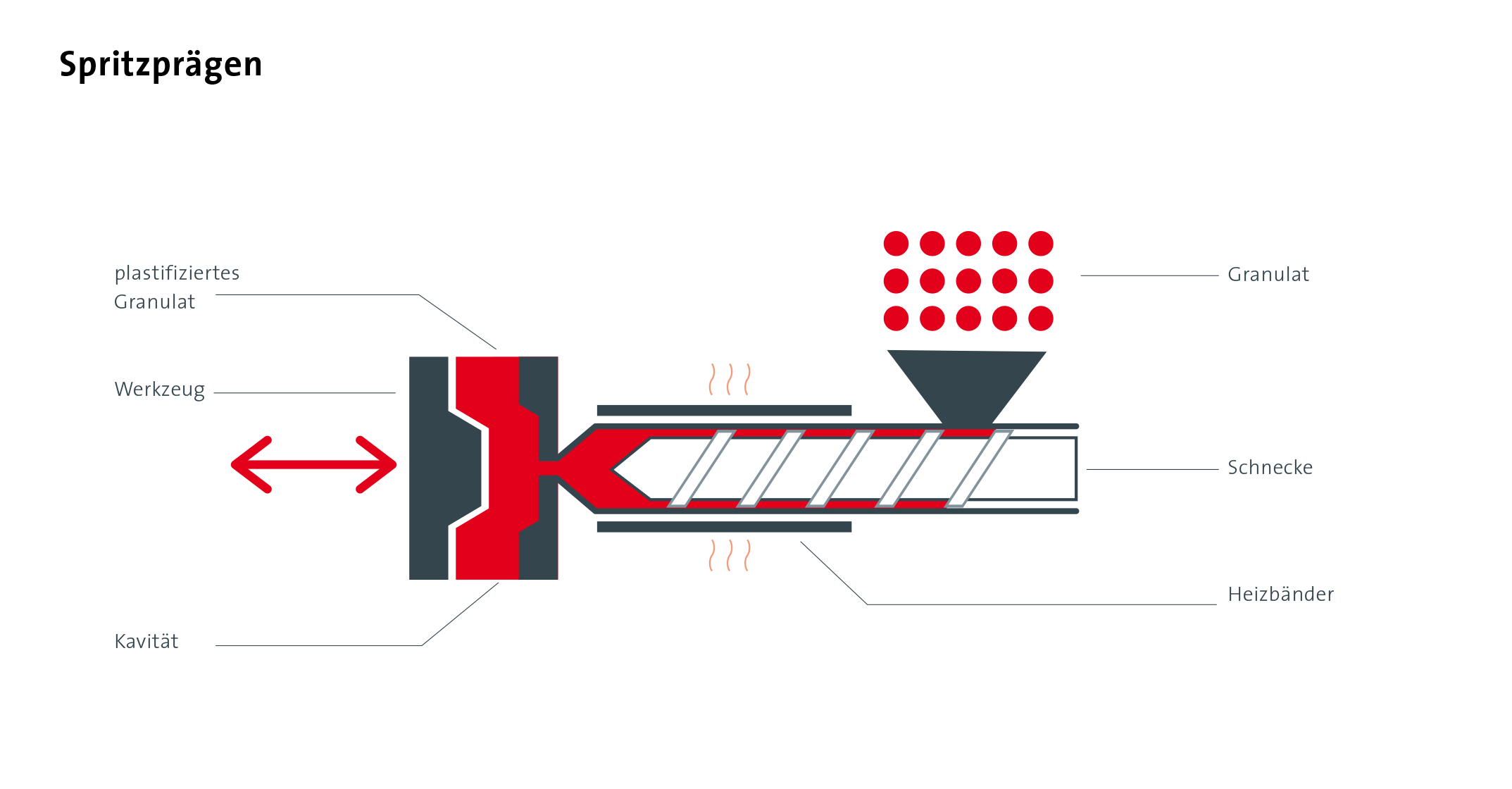
Das Fried Kompaktspritzgussverfahren ermöglicht es, Bauteile verschiedenster Form und Größe mit höchster Oberflächengüte umzusetzen. Z. B. glatte und strukturierte Flächen. Es ist besonders für dünnwandige Bauteile geeignet. Durch Plastifizieren und Dosieren wird Kunststoffgranulat der sogenannten Schnecke zudosiert, wo es sich hin zur Schneckenspitze bewegt. Durch Friktionswärme, die beim Scheren des Materials entsteht, schmilzt dieses. Die flüssige Schmelze wird per Düse in die Kavität gespritzt. Nach der Abkühlphase ist das Bauteil fertig. Dank der Hybridtechnik bietet Fried die Möglichkeit, Fremdmaterialien mit Kunststoff zu umspritzen. Es kann mit vielfältigsten Materialien wie ABS, PA, PC, PS, PE, PP, POM, ASA gearbeitet werden. Aber auch mit recycelbaren Materialien, glasfaserverstärkten Granulaten, Material mit FDA-Listung und vielen anderen mehr.
Die Vorteile auf einen Blick
Verarbeitung aller gängigen Materialien
Bestens geeignet für leichte und dünnwandige Bauteile
Höchste Oberflächenqualität in Farbe und Optik – von Hochglanz bis Struktur
Konstant hohe Qualität durch automatisierte Prozessregelung, von niedrigen bis zu hohen Stückzahlen
Umweltfreundlicher Einsatz von recyceltem Kunststoff und Mahlgut möglich
Hohe Designfreiheit
Umspritzen von Metallbauteilen durch Hybridtechnologie
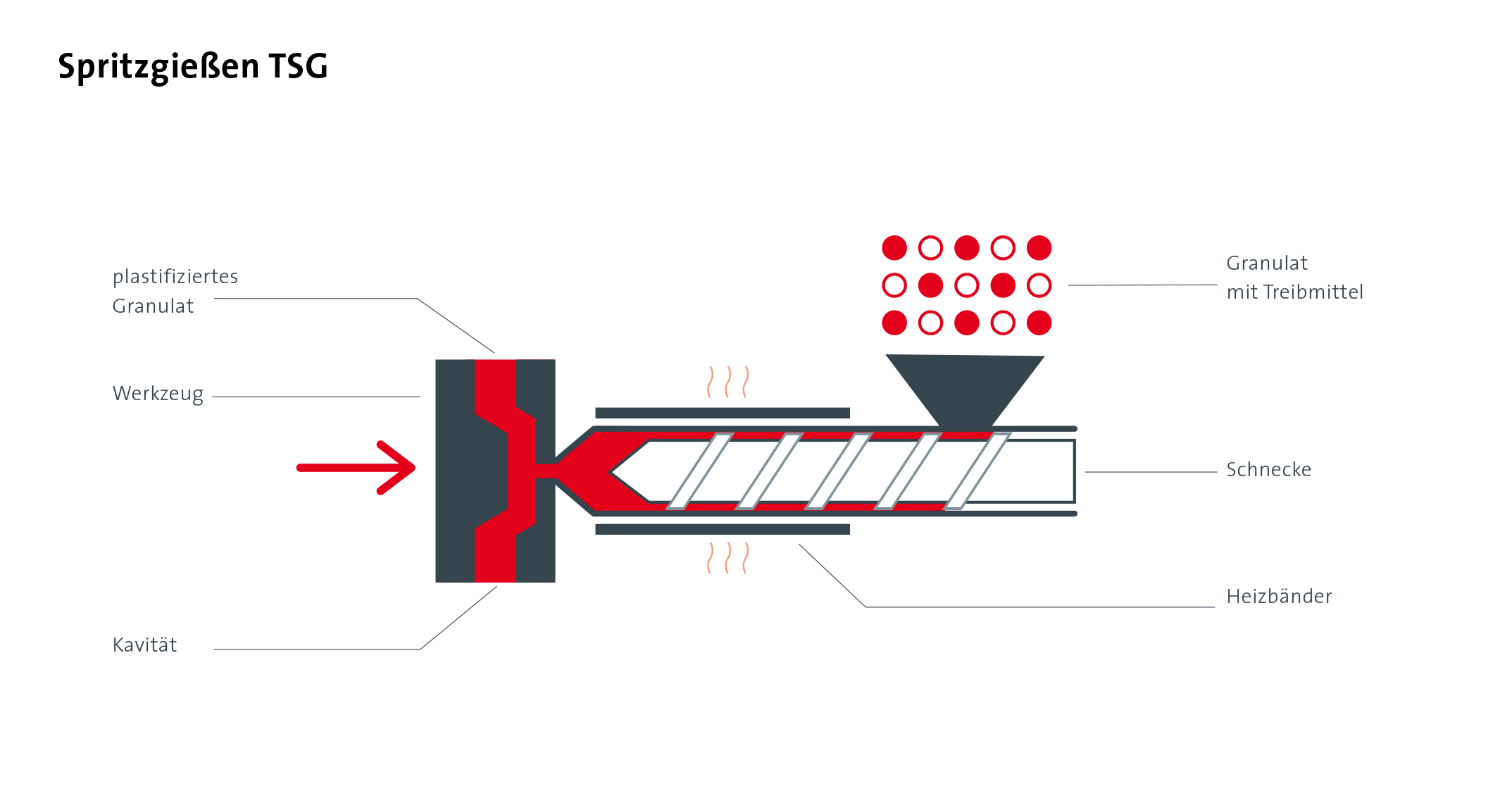
Zur Herstellung steifer Bauteile empfiehlt sich das Thermoplast-Schaumspritzgießen (TSG). Wanddicken-
unterschiede können nach Belieben hergestellt werden, ganz ohne Einfallstellen. Das TSG-Verfahren sorgt dafür, dass in der Kavität zusätzlicher Druck entsteht, durch Hinzufügen eines Treibmittels zum Kunststoffgranulat. Durch den Expansionsprozess im Inneren des Bauteils wird eine Schaumstruktur sowie eine kompakte, geschlossene Außenhaut an der Oberfläche gebildet. Selbst komplexe Bauteile können so problemlos befüllt werden.
Die Vorteile auf einen Blick
Verarbeitung aller gängigen Materialien
Hochfeste Bauteile und Geometriegenauigkeit durch spannungsfreie Verarbeitung
Große Bauteilabmessungen möglich
Geeignet für Monocoque-Bauweisen mit metallartigen Festigkeiten
Gewichtsreduktion durch Schaumstruktur
Schall- und schwingungsdämpfende Wirkung
Hohe Funktionsintegration und Designfreiheiten in einem Bauteil
Durch automatisierte Prozessregelung gleichbleibende Qualität auch bei kleinen Stückzahlen
Umweltfreundlicher Einsatz von recyceltem Kunststoff und Mahlgut möglich
Spritzprägen ist eine Sonderform des Kompaktspritzgusses. Es ermöglicht die Herstellung sehr großer Bauteile bei niedriger Schließkraft. Während des Einspritzvorgangs ist die Werkzeugkavität leicht geöffnet. Dadurch kann die Schmelze in das nahezu drucklose Werkzeug gepresst werden. Dies wird erst während des Erstarrungsvorgangs über den Prägehub geschlossen. Nach dem Einspritzvorgang wird das Bauteil durch den Prägehub in seine endgültige Form gebracht.
Mittels der mechanischen Bearbeitung von Kunststoffbauteilen lassen sich Sonderfunktionen erfüllen und Nachfolgeprozess-Varianten erzeugen.
Dabei kommen u. a. folgende Verfahren zum Einsatz:
Fräsen
Die mechanische Nachbearbeitung von Kunststoffteilen durch 6-Achs-Roboter und Fräsmaschinen ermöglicht ein größeres Variantenreichtum.
Kunststoff-Schweißen
Um Verbundkonstruktionen zu schweißen, wird die Technologie des Heizspiegel-Schweißens angewandt. Hohe Festigkeiten und Bauteilsteifigkeiten werden durch geschlossene Körper erzeugt.